 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





وصف
طريقة حساب حالة العمل نهاية مطحنة
|
● سرعة القطع (السرعة الخطية) حساب vc يمكن حساب المسافة التي تتحرك فيها نقطة على محيط نصل مطحنة النهاية في الدقيقة باستخدام الصيغة التالية: |
|

|
v = سرعة القطع (م/دقيقة) π=3.14 د = قطر (مم) ن = سرعة الدوران (مم) |
|
● سرعة الدوران حساب الدوران يمكن حساب عدد الثورات في الدقيقة في الدقيقة من المغزل الميكانيكي الذي يحمل مطحنة النهاية باستخدام الصيغة التالية: |
|
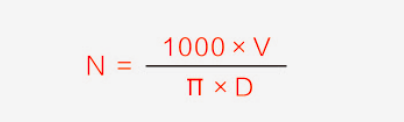 |
ن = سرعة الدوران (مم) v = سرعة القطع (م/دقيقة) π=3.14 د = قطر (مم) |
|
● معدل التغذية حساب معدل التغذية يمكن حساب سرعة التغذية للواحد في الدقيقة بواسطة الصيغة التالية 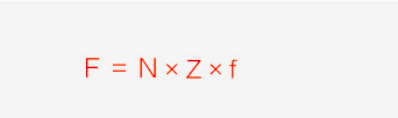 f = معدل التغذية (مم/دقيقة) ن = سرعة الدوران (mm-1) z = عدد الفلوت f = معدل التغذية من الفلوت (مم/1 فلاوت) |
|
|
● تغذية للأسنان حساب تغذية tteth يمكن حساب المسافة التي تتحرك فيها نقطة على محيط نصل مطحنة النهاية في الدقيقة باستخدام الصيغة التالية:  f = معدل التغذية من الفلوت (مم/1 فلاوت) f = معدل التغذية (مم/دقيقة) ن = سرعة الدوران (mm-1) z = عدد الفلوت |
|
|
● وقت العمل حساب وقت العمل يمكن حساب الوقت اللازم لقطع مادة الشغل باستخدام الصيغة التالية  tc = وقت العمل (دقيقة) l = طول العمل الكلي (طول المواد العاملة + قطر شفرة مطحنة نهاية) f = معدل التغذية (مم/دقيقة) |
|
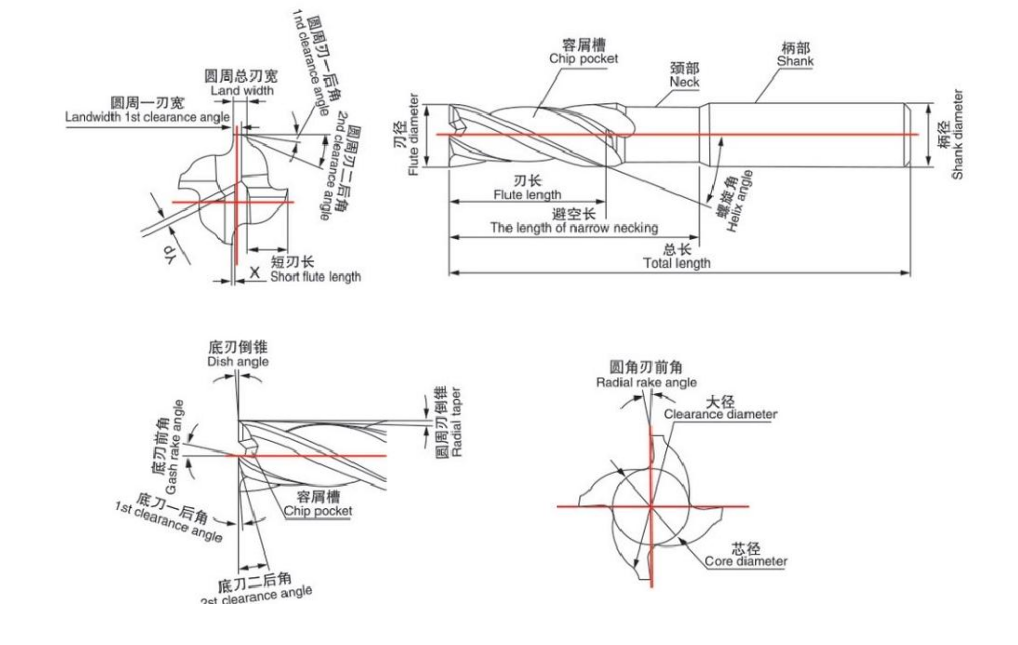
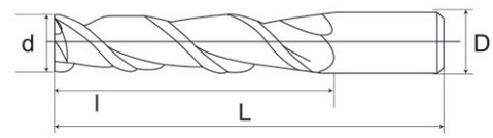
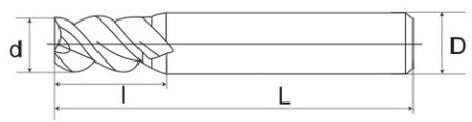
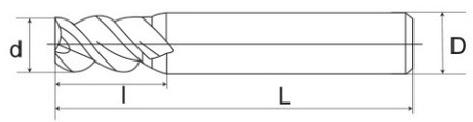
اسم كل جزء من قاطع الطحن
سلسلة القاطع الطحن
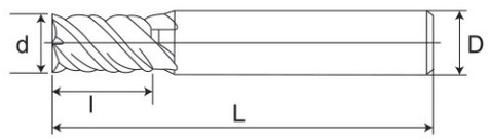
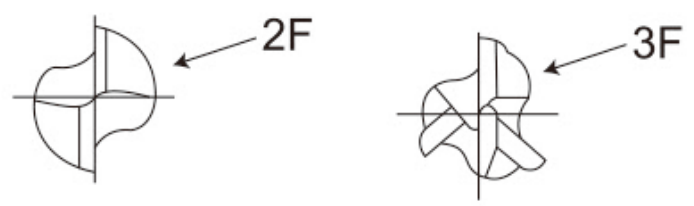
شكل مطحنة نهاية مطحنة الطاحونة

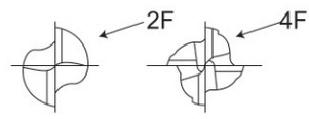
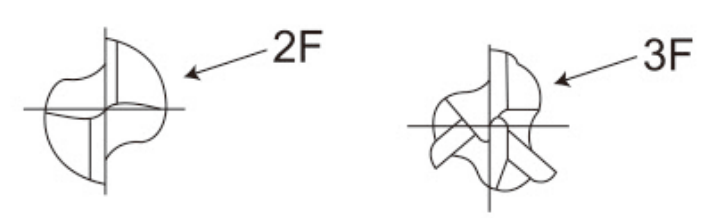
2-flute/4-flute end mills
wc = 90/88 co = 10/21 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 حجم الحبوب = 0.6μm

|
د |
أنا |
ل |
د |
و |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
2-flute/4-flute ended end mill
wc = 90/88 co = 10/21 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 حجم الحبوب = 0.6 ميكرون
|
د |
أنا |
ل |
د |
و |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ اهتمام خاص :
1. هذا الجدول هو القيمة القياسية للطحن الجانبي. عندما تكون الأداة في حالة حدة ، يجب أن تكون السرعة 60 ٪ ~ 80 ٪ من الجدول أدناه ، ويجب أن تكون سرعة التغذية 50 ٪ ~ 70 ٪ كقيمة قياسية.
2. يرجى استخدام أدوات الآلات عالية الدقة وحاملي الأدوات.
3. يرجى استخدام تبريد الهواء أو قطع السائل الذي لا ينتج بسهولة الدخان.
4. ينصح الطحن الجانبي للطحن لأسفل.
5. إذا كانت صلابة الأداة الآلية وقطعة العمل سيئة ، فسيحدث الاهتزاز والصوت غير الطبيعي. في هذا الوقت ، يجب تقليل السرعة والسرعة في الجدول أدناه سنة بعد سنة.
6. الحفاظ على الأداة متدلية بأقصى قدر ممكن دون تدخل.
ظروف القطع
|
2 الفلوت |
|||||||||||||||
|
المواد المصنعة |
الحديد الزهر الحديد الدكتايل |
الكربون الصلب \ سبيكة الصلب |
الصلب الكربوني \ سبيكة الصلب ~ 30hrc |
phs \ qt الصلب ~ 40hrc |
الفولاذ المقاوم للصدأ |
phs \ qt الصلب ~ 50hrc |
|||||||||
|
ديا (مم) |
دورة في الدقيقة (دقيقة) |
التغذية (مم/دقيقة) |
دورة في الدقيقة (دقيقة) |
التغذية (مم/دقيقة) |
دورة في الدقيقة (دقيقة) |
التغذية (مم/دقيقة) |
دورة في الدقيقة (دقيقة) |
التغذية (مم/دقيقة) |
دورة في الدقيقة (دقيقة) |
التغذية (مم/دقيقة) |
دورة في الدقيقة (دقيقة) |
التغذية (مم/دقيقة) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 الفلوت |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
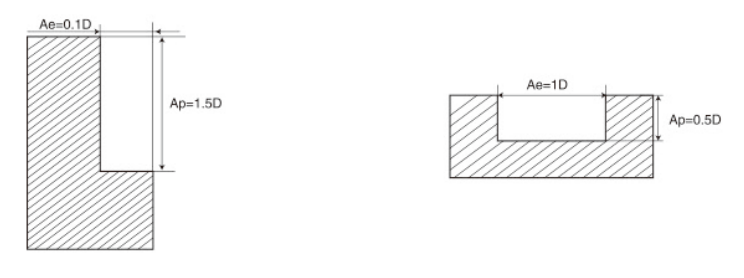
أقصى عمق قطع |
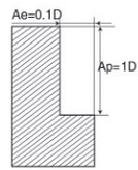 ae = 0.1d ap = 1d |
ae = 0.05d |
ae = 1d ap ap = 1d ae = 1d |
|
|||||||||||
 ~ 750n/mm²
~ 750n/mm²
2-flute/3-flute-end mill for aluminium alloy
wc = 90/88 co = 10/21 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 size = 0.6 μm

|
د |
أنا |
ل |
د |
و |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
سبيكة الألومنيوم 2-flute/3-flute
wc = 90/88 co = 10/21 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 حجم الحبوب = 0.6μm

|
د |
أنا |
ل |
د |
و |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ اهتمام خاص :
1. يوضح الجدول التالي القيم القياسية للطحن الجانبي. عندما تكون الأداة في حالة حدة ، يجب أن تكون السرعة 60 ٪ ~ 80 ٪ من الجدول أدناه ، ويجب أن تكون سرعة التغذية 50 ٪ ~ 70 ٪ كقيمة قياسية.
2. يرجى استخدام أدوات الآلات عالية الدقة وحاملي الأدوات.
3. يرجى استخدام تبريد الهواء أو قطع السائل الذي لا ينتج بسهولة الدخان.
4. ينصح الطحن لأسفل للطحن الجانبي.
5. إذا كانت صلابة الأداة الآلية وقطعة العمل سيئة ، فسيحدث الاهتزاز والصوت غير الطبيعي. في هذا الوقت ، يجب تقليل السرعة والسرعة في الجدول أدناه على أساس سنوي.
6. الحفاظ على الأداة متدلية بأقصى قدر ممكن دون تدخل.
ظروف قطع الألومنيوم
|
2flute |
||||
|
المواد المصنعة |
سبيكة الألومنيوم |
سبيكة الألمنيوم السيليكون si≤10 ٪ |
||
|
د (مم) |
دورة في الدقيقة (دقيقة) |
التغذية (مم/دقيقة) |
دورة في الدقيقة (دقيقة) |
التغذية (مم/دقيقة) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
أقصى قسم قطع
|

